





 (1) - 3D.edu.pl - 3D.edu.pl")
Co to jest wzór wypełnienia?
Dość często druk 3D, służy do produkcji części, które równie łatwo można wykonać przy użyciu innej techniki wytwarzania. Jednak mimo że ostateczne wyniki mogą wyglądać tak samo na zewnątrz, to co jest w środku, może być zupełnie inne.
Główną korzyścią (i koniecznością) w drukowaniu 3D jest to, że części mogą mieć różne stopnie wypełnienia. Z punktu widzenia produkcji, zmniejsza to ilość zużytego materiału oraz jego koszt, a także wagę produktu końcowego. Natomiast z perspektywy drukowania, może oszczędzić cenny czas!
To, co znajduje się wewnątrz wydruku 3D, nazywa się wypełnieniem i można je dostosować w odniesieniu do:
- gęstości: 0% – brak wypełnienia, wydruk jest pusty w środku, 100% – wypełnienie pełne,
- wzoru wypełnienia.
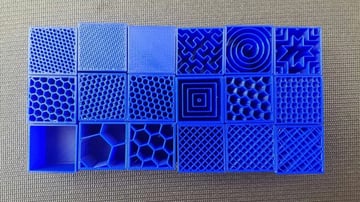
Poniżej przyjrzymy się różnym wzorom wypełnienia, w szczególności tym, które są dostępne w Cura.
Jakie są wzory wypełnienia?

W wersji Cura (4.5) dostępnych jest 13 rodzajów wypełnień. Pogrupowaliśmy je według tego, do czego najlepiej nadają się:
- Modele i figurki (o niskiej wytrzymałości): lines, zig-zag
- „Standardowe” wydruki 3D (wytrzymałość średnia): Grid, triangles, tri-hexagon
- Funkcjonalne wydruki 3D (wysoka wytrzymałość): Cubic, cubic subdivision, octet, quarter cubic, gyroid
- Elastyczne wydruki 3D: Concentric, cross, cross 3D
Modele i figurki

Typowa gęstość wypełnienia: 0-15%
Jeśli wydruki są używane jako modele lub figurki, zazwyczaj nie będą wymagać dużej wytrzymałości. Wynika to z faktu,iż nie będą one np. poddawane obciążeniu.
Do takich zastosowań najlepiej nadaje się wzór lines lub wzór zig-zag, ponieważ te opcje wypełnienia, mogą nam zagwarantować skrócenie czasu druku.
Podobnie jak wypełnienie „prostoliniowe/rectilinear” w innych slicerach, oba wzory tworzą siatkę 2D, w której drukowana jest tylko jedna oś na warstwę. Różnica między nimi polega na tym, że wypełnienie liniowe generuje wiele linii na warstwę, podczas gdy zygzak/zig-zag jest po prostu jedną ciągłą linią (o ile nie zostanie przerwana przez model).

Modele lub figurki działają dobrze z prostymi wzorami wypełnienia. Niektóre prototypy są również dobrymi kandydatami do przetestowania tych wzorów, o ile nie będą testowane pod kątem wytrzymałości.
Standardowe wydruki 3D
Typowa gęstość wypełnienia: 15–50%
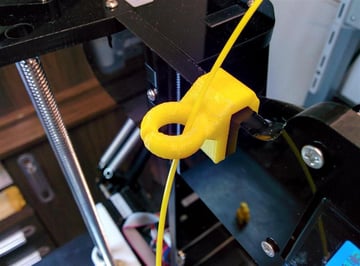
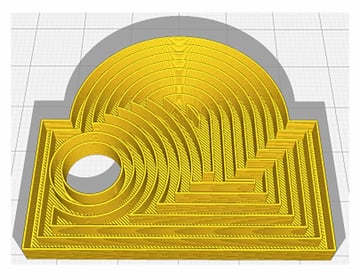
W przypadku wydruków 3D, poddawanych niskim naprężeniom, tak jak powyższa prowadnica filamentu, należy zastosować wzór wypełnienia zapewniający średnią wytrzymałość. Najbardziej odpowiednie są wzory wypełnienia, takie jak grid, triangles lub tri-hexagon. Należy jednak pamiętać, że te wzory mogą wydłużyć czas drukowania nawet o 25% w porównaniu z wypełnieniem w formie linii.
- Grid: prosty wzór 2D, główną zaletą grid/siatki jest szybkość drukowania, ponieważ jest to najmniej złożony wzór wypełnienia.
- Trinagles: siatka 2D wykonana z trójkątów, ten wzór ma nieodłączną zaletę pod względem wytrzymałości, gdy obciążenie jest przykładane prostopadle do powierzchni obiektu. Jest to również dobry wybór, w przypadku części z cienkimi, prostokątnymi elementami, które w przeciwnym razie mogłyby mieć bardzo mało połączeń między ścianami.
- Tri-hexagon: Ten wzór 2D tworzy sześciokąty, przeplatane trójkątami. Jedną z zalet jest to, że dzięki kształtowi sześciokątów, jest to silny wzór wypełnienia w stosunku do zużycia filamentu. Wypełnienie sześciokątne ma krótsze linie do połączenia z każdej strony, co prowadzi do mniejszej liczby problemów z odkształcaniem się wydruku, spowodowanym jego złym chłodzeniem.
Funkcjonalne wydruki 3D

Typowa gęstość wypełnienia: > 50%
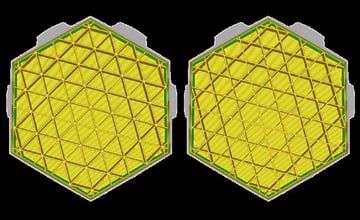
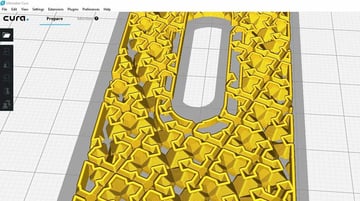
Funkcjonalne wydruki 3D, takie jak powyższy wspornik półki, wymagają dużej wytrzymałości w wielu kierunkach. Silni kandydaci do wzorów wypełnienia to: cubic, cubic subdivision, quarter cubic, octet i gyroid.
- Cubic: Jest to trójwymiarowy wzór ułożonych w stos i nachylonych kostek.
- Cubic subdivision: Ta odmiana sześciennego wypełnienia zużywa mniej filamentu.
- Octet: Znany również jako czworościenne wypełnienie, wzór ten układa kształty piramid.

- Quarter cubic: Ten wzór 3D jest jak octet, ale połowa kształtów piramidy jest przesunięta względem drugiej połowy.
- Gyroid: bardzo wyjątkowy wzór 3D, który przypomina fale i nadaje dużej wytrzymałości w wielu kierunkach. Ten wzór wypełnienia, będzie zatem dobrym wyborem dla części, które będą obciążone na wiele sposobów.
Często powyższe wzory są stosowane nawet w przypadku mniejszych gęstości wypełnienia, ze względu na ich estetyczny wygląd. Niektórym twórcom podoba się efekt wypełnienia gyroid, jak pokazano to na filmiku, prezentującym wazon.
Elastyczne wydruki 3D

Typowa gęstość wypełnienia: 0-100% (w zależności od tego, jak „miękki” ma być wydruk.)
Drukując z elastycznych filamentów, takich jak np. miękki PLA MatterHacker, powinniśmy używać elastycznych wzorów wypełnienia, aby zachować elastyczny charakter wydruku. Wzory wypełnienia, takie jak concentric, cross i cross 3D, działają najlepiej w przypadku tego rodzaju wydruków.
- Concentric: Ten wzór 2D wytwarza „fale” przez wnętrze wydruku, naśladując kształty ścian zewnętrznych.
- Cross: Kolejny wzór 2D, krzyżyki twarzą siatki, a przestrzenie pomiędzy krzyżykami i kratami pozwalają na zginanie i skręcanie wydruku.
- Cross 3D: Ten trójwymiarowy wzór jest podobny do wzoru cross, ale w miarę jak postępuje proces druku, linie nakładanych warstw zaczynają się pochylać. Efektem końcowym jest obiekt o nieco większej sztywności.
Porady & Triki
Wybór wzoru wypełnienia jest ważny, ale nie tylko on. Oto kilka rzeczy, o których należy pamiętać przy następnym dostosowywaniu ustawień drukowania w programie Cura.
Kierunek linii wypełnienia
Jednym z często pomijanych ustawień z wypełnieniem jest kierunek linii wypełnienia. Jest to domyślnie ustawione na 45 °, dzięki czemu oba silniki X i Y współpracują ze sobą, aby wydrukować wypełnienie z maksymalną prędkością. Korzystne może być jednak ustawienie wypełnienia pod innym kątem, aby zapewnić maksymalną wytrzymałość lub elastyczność części, zwłaszcza jeśli jej ścianki są ustawione po przekątnej.
Gradient Infill vs. Gradual Infill
Jeśli chodzi o wypełnienie, zwykle uważamy, że jest jednolite w całym wydruku. Jednak wcale nie musi tak być.
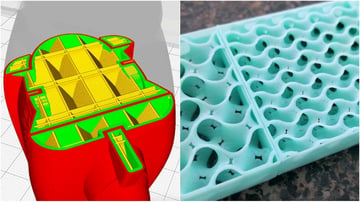
Korzystając z gradient infill, można ustawić wydruk tak, aby uzyskać większą gęstość wypełnienia w kierunku obwodu wydruku. Ogólnie rzecz biorąc, powinniśmy dzięki temu uzyskać większą wytrzymałość i sztywność części, przy zużyciu mniejszej ilości filamentu. To ustawienie nie jest typowe dla Cury, ale można je stosunkowo łatwo wykonać za pomocą skryptu python .
Gradient infill nie należy mylić ze gradual infill, które robi coś podobnego, ale w osiach Z, a nie w osiach X i Y. Innymi słowy, to ustawienie powoduje, że wypełnienie będzie gęstsze u góry wydruku. Pozwala to zaoszczędzić filament i czas, zapewniając jednocześnie wystarczającą wytrzymałość dla końcowej części wydruku, która będzie musiała być odpowiednio sztywna.
(Źródło: Ultimaker )











