





 (1) - 3D.edu.pl - 3D.edu.pl")
Znaczenie kalibracji

Kalibracja ekstrudera ma kluczowe znaczenie dla drukowania 3D FDM z wielu powodów. Celem kalibracji ekstrudera jest upewnienie się, że drukarka przepycha dokładnie odpowiednią ilość filamentu przez hotend podczas drukowania.
Zbyt mało filamentu i wydruk będzie miał luki między warstwami, albo same warstwy będą słabe lub ich nie będzie. Przyczepność również nie będzie bardzo dobra, a wydruki mogą podlegać rozwarstwianiu i wypaczaniu.
Za dużo filamentu, a na wydrukach pojawią się plamy, nitkowanie i opadające szczegóły. Ekstremalne nadmierne wytłaczanie może również przyczyniać się do zatykania i zakleszczania się filamentu w hotendzie.
Aby uniknąć tych problemów, zalecamy skorzystanie z tego prostego przewodnika krok po kroku, aby skalibrować swój ekstruder.
Wymagane narzędzia i materiały

Aby skalibrować swój ekstruder, potrzebujesz:
- Swojej drukarki 3D
- Komputera z zainstalowanym slicerem
- Wszelkich nieelastycznych filamentów
- Suwmiarki
- Trwałego markera
Krok 1: Załaduj swój filament

Pierwszą rzeczą, którą musisz zrobić, aby skalibrować ekstruder, jest podgrzanie dyszy drukarki 3D do temperatury niezbędnej dla dowolnego filamentu, którego będziesz używać. Jeśli masz już załadowany nieelastyczny filament, śmiało podgrzej do temperatury tego filamentu.
W przeciwnym razie, gdy drukarka zostanie wstępnie podgrzana, załaduj filament jak zwykle, uważając, aby usunąć wcześniej użyty materiał.
Krok 2: Połącz się z komputerem

Podłącz drukarkę do komputera za pomocą USB lub Wi-Fi, jeśli jest to możliwe. Otwórz i podłącz slicer, który pozwala wysyłać do drukarki polecenia wiersza g-code. Przykłady obejmują Simplify 3D, Pronterface, Repetier Host i OctoPrint.
Musisz znaleźć sekcję slicera, poświęconą drukowi, na przykład w Simplify 3D, musisz przejść do okna panelu sterowania maszyny. W przypadku większości drukarek opartych na RAMPS i Atmega, powinieneś także mieć możliwość korzystania z Serial Monitor w Arduino IDE.
Włącz tryb względny w ekstruderze, wysyłając polecenie M83 do drukarki.
Krok 3: Zaznacz swój filament i rozpocznij wytłaczanie
Aby skalibrować ekstruder, prześlemy 100 mm filamentu przez hotend.
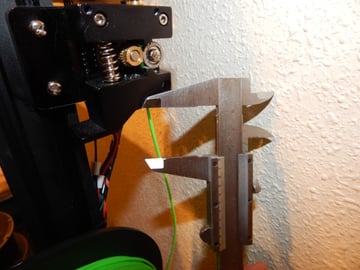
Wcześniej użyj suwmiarki i znacznika, aby zaznaczyć filament 120 mm przed wejściem do ekstrudera.
Teraz wyślij polecenie G1 E100 F100 do drukarki. Powoli uruchomi się to, co maszyna interpretuje jako 100 mm filamentu przepuszczone przez ekstruder. Odbywa się to w ciągu minuty, aby uniknąć problemów z napięciem filamentu lub ciśnieniem w hotendzie, co może doprowadzić do niewłaściwych wyników.
Krok 4: Zmierz ponownie
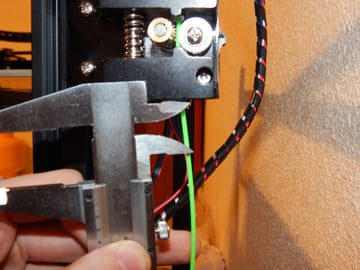
Po zakończeniu drukarka powinna wytłaczać dokładnie 100 mm filamentu. Aby to sprawdzić, zmierz od ekstrudera do oryginalnego znaku wykonanego na filamencie.
Jeśli pomiar wynosi 20 mm, ekstruder jest odpowiednio skalibrowany i nie musisz kontynuować wykonywania tych instrukcji.
Jeśli twój pomiar jest większy niż 20 mm, drukarka prawdopodobnie cierpi z powodu zbyt niskiego poziomu wytłaczania, a ustawienia kroków / mm należy zwiększyć.
Jeśli twój pomiar jest mniejszy niż 20 mm, filament jest nadmiernie wytłaczany. Oznacza to, że musisz zmniejszyć ustawienie kroków / mm.
Krok 5: Oblicz prawidłowe kroki na milimetr
Aby dokładnie dostroić ekstruder, musimy określić bieżącą, niepoprawną wartość kroku / mm drukarki i obliczyć fizyczną, poprawną wartość.
Aby rozpocząć, wyślij polecenie M503 do drukarki. Spowoduje to zwrócenie ciągu wartości do monitora. Znajdź linię rozpoczynającą się od echa: M92 , a następnie znajdź wartość E (która zwykle znajduje się na końcu tej linii). Jest to bieżąca wartość kroków / mm.
Teraz wartość fizycznych kroków / mm. Po pierwsze, musimy wiedzieć, ile filamentu zostało rzeczywiście wytłoczone. Możemy to znaleźć, mierząc odległość od ekstrudera do znaku na filamencie, a następnie odejmując tę wartość od 120:
- 120 – & # 91; długość od ekstrudera do znaku] =
Następnie musimy wiedzieć, ile kroków wykonał ekstruder, aby wycisnąć tyle filamentu. Możemy określić tę wartość, mnożąc wartość kroków / mm przez długość, którą powinniśmy wyciągnąć, w tym przypadku 100 mm:
- & # 91; liczba kroków / mm] x 100 = & # 91; kroki wykonane]
Korzystając z tego, możemy uzyskać fizyczną, poprawną wartość kroków / mm, dzieląc przez wyciągniętą długość:
- & # 91; podjęto kroki] / & 91 wytłaczana rzeczywista długość] = & # 91; dokładne kroki / wartość mm]
Teraz wszystko, co musimy zrobić, to ustawić wartość kroku / mm drukarki i powinniśmy być gotowi!
Krok 6: Ustaw nowe kroki na wartość milimetra

Aby ustawić nową wartość kroków / mm, najpierw wyślij polecenie M92 E ###. # , Zastępując skróty (#) dokładną wartością kroków / mm uzyskaną z ostatniego kroku. Zapisz to w pamięci drukarki, wysyłając polecenie M500 .
Najlepszą rzeczą do zrobienia w tym momencie jest wyłączenie i ponowne włączenie drukarki. Następnie ponownie wyślij polecenie M503 do drukarki i sprawdź, czy wartość E odpowiada nowej wartości kroków / mm. Jeśli nie, powtórz pierwszą część tego kroku.
Aby sprawdzić, czy ekstruder jest teraz prawidłowo skalibrowany, możesz powtórzyć kroki od 1 do 4. Tym razem powinieneś uzyskać wartość dokładnie 20 mm między ekstruderem a znacznikiem. Jeśli nie, ponownie oblicz wartość i zapisz ją ponownie.
Teraz Twoja drukarka powinna mieć doskonale skalibrowany ekstruder!
Jeśli nadal występują problemy podczas drukowania, zalecamy przeczytanie naszego artykułu o typowych problemach z drukowaniem 3D i artykule na temat rozwiązywania problemów . Ponadto sugerujemy skalibrowanie innych osi drukarki, jak opisano szczegółowo w tym artykule.







