





 (1) - 3D.edu.pl - 3D.edu.pl")
Wielu użytkowników drukarek 3D ma problemy z uzyskaniem prawidłowej pierwszej warstwy wydruku, a to właśnie ona ma kluczowe znaczenie, dla pomyślnego zakończenia procesu drukowania.
Problemy takie jak brak właściwej przyczepności, nierówna powierzchnia, wypaczenie wydruku są dość demotywujące, ale można ich uniknąć stosując raft, czyli wydrukowaną poziomą siatkę z filamentu, umiejscowioną na powierzchni platformy roboczej. Na rafcie drukowana jest pierwsza warstwa właściwego wydruku. Jest to wygodny sposób na poprawienie jakości pierwszej warstwy, a także na ,,uziemienie” wydruku na platformie roboczej.
Raft jest zwykle używany podczas drukowania z ABS-u, ponieważ jest to filament podatny na wypaczenia. Raft pomoże nam nie tylko uniknąć wypaczeń, ale także zwiększy przyczepność wydruku do platformy.
Kiedy korzystać z raftu?
Chociaż raft może być używany z wielu różnych powodów, najważniejsze są trzy poniższe:
- Wypaczanie: ABS, podobnie jak wiele innych filamentów, jest podatny na problemy z wypaczaniem. Aby zmniejszyć ten problem, możemy wykonać wydruk na podgrzewanej platformie, rozprowadzając na niej ,,sok” z ABS-u, ale nawet wtedy może wystąpić wypaczenie. Raft powinien zminimalizować lub wyeliminować ten problem.
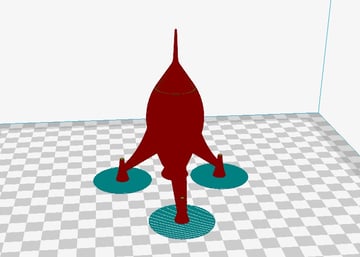
- Słaba przyczepność do platformy: W sytuacji kiedy model nie ma całkowicie płaskiej podstawy, raft tworzy płaską siatkę na platformie roboczej, co daje całemu elementowi dodatkową powierzchnię zwiększającą przyczepność do platformy.
- Małe punkty styku wydruku z powierzchnią platformy: Niektóre wydruki mają u swojej podstawy małe elementy. W takich przypadkach części te mogą nie wytrzymać obciążenia pozostałej części wydruku. Zwiększenie powierzchni styku tych elementów, poprzez zastosowanie raftu może pomóc im znieść obciążenie całego wydruku.
Za i przeciw

Poniżej korzyści i utrudnienia, wynikające z korzystania z raftu:
Plusy:
- Mniej problemów z wypaczaniem, w przypadku trudnych filamentów, takich jak np. ABS
- Lepsza przyczepność do platformy, zwiększająca szansę na pomyślny wydruk
- Mocniejsza pierwsza warstwa
Minusy:
- Chropowate wykończenie dolnej warstwy modelu
- Może być trudny do oddzielenia od modelu, zwłaszcza w przypadku raftu o większej gęstości
- Dodatkowe odpady filamentu
- Możliwość uszkodzenia części, podczas usuwania raftu.
Ustawienia slicera

Podczas eksperymentowania z ustawieniami slicera, ważne jest, aby zanotować wszelkie obserwacje. Niewielkie zmiany ustawień, zwiększanie, czy też zmniejszanie wartości, powinny być dokonywane stopniowo. Pomoże Ci to w sprawdzaniu postępu (lub pogorszenia), umożliwiając łatwe ustawienie idealnych parametrów.
Ustawienia te zależą od drukarki 3D na której pracujemy, użytego filamentu, temperatury otoczenia, a także platformy roboczej. Aby znaleźć idealne ustawienia, należy postępować zgodnie z metodą prób i błędów.
Odległość separacji
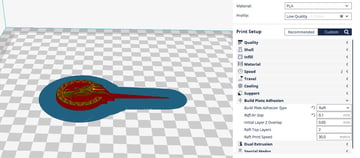
Odległość separacji/separation distance, to odległość między warstwami raftu a modelem.
Mniejsza odległość separacji, utrudni oddzielenie raftu od wydrukowanego modelu. Na powyższym obrazku widzimy odległość pomiędzy raftem (kolor niebieski) a pierwszą warstwą modelu.
Na początek wypróbuj odległość równą połowie średnicy dyszy. Jeśli masz dyszę o średnicy 0,4 mm, spróbuj wydrukować raft z odległością separacji 0,2 mm. Wyniki pomogą Ci zrozumieć niezbędne modyfikacje, które musisz wprowadzić w ustawieniach.
Według wielu doświadczonych użytkowników idealna odległość separacji wynosi 0,1 mm. Jeśli odległość zostanie zwiększona, wydruk będzie łatwiejszy do oddzielenia od raftu, ale pierwsza warstwa wydruku będzie miała słabą jakość wykończenia powierzchni.
Warstwy tratwy/Raft Layers i Offset
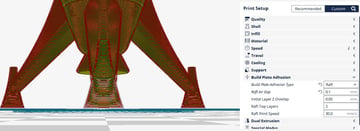
Dolna warstwa/Bottom Layer
To pierwsza warstwa wydrukowana na platformie roboczej. Dlatego zaleca się, aby miała dużą grubość i była drukowana z małą prędkością. Pomoże to osiągnąć lepszą przyczepność do platformy. Według wielu doświadczonych użytkowników, idealna grubość warstwy spodniej raftu wynosi 3 mm. Jeśli jest ona dodatkowo zwiększona, oddzielenie tratwy od wydruku staje się trudne, poza tym zmarnujemy wówczas więcej filamentu.
Najwyższa warstwa/Top Layer
Górna warstwa raftu będzie przylegać do pierwszej warstwy wydruku. Ponieważ ta warstwa determinuje wykończenie powierzchni dolnej Twojego modelu, zaleca się użycie co najmniej dwóch do trzech warstw, aby uzyskać gładką powierzchnię.
Offset
Niektóre slicery mają ustawienie, które określa odległość, na jaką raft wysunie się poza krawędzie wydruku. Ustaw tę odległość nieco poza powierzchnią modelu, ale nie rozbudowuj nadmiernie raftu.
Różne filamenty

Jednogłowicowe drukarki 3D mogą drukować raft z tego samego filamentu, z którego będzie drukowany nasz model, ale drukarki dwugłowicowe, mogą także drukować raft z typowych filamentów podporowych, takich jak HIPS i PVA. Na przykład drukowanie ABS z HIPS lub PLA z PVA jest powszechną praktyką.
HIPS i PVA są rozpuszczalne odpowiednio w D-limonenie i wodzie. W związku z tym, jeśli raft jest wydrukowany z jednego z tych filamentów, można go łatwo rozpuścić w odpowiednim roztworze, eliminując potrzebę mechanicznego usuwania podpór. Może to również pomóc podczas wydruków z mniejszą odległością separacji, pomiędzy pierwszą warstwą wydruku a raftem.
(Źródło głównego obrazu: drukarka 3D ZYYX )











